





Карбид шаг

Приложение продукта
Отличная адгезия между покрытием и субстратом обеспечивает стабильность обработки и продлевает срок службы инструмента
Гладкая поверхность покрытия снижает сопротивление резки и повышает сопротивление износа инструмента
Подходит для: стали, нержавеющей стали, алюминия, чугуна и высокой твердой стали, широко используемых в аэрокосмической, автомобильной промышленности, производстве мобильных телефонов, упаковке чипов и других отраслях.
Преимущества продукта
Опт отличается: пионер в области технологий и инноваций более 25 лет.
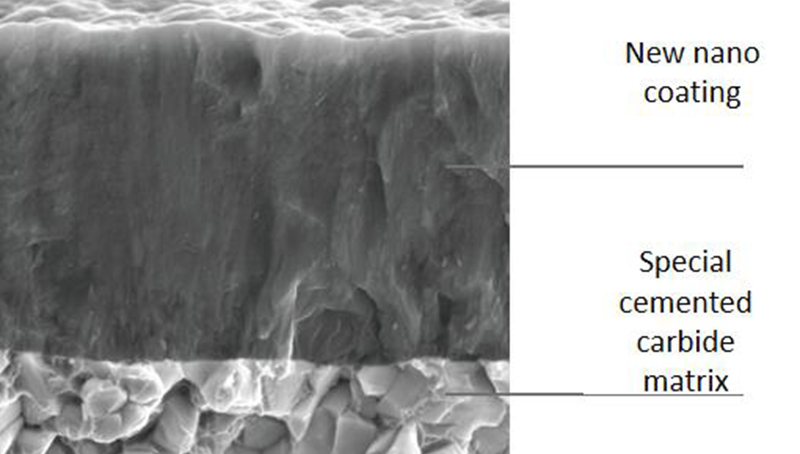
Покрытие, используемое OPT, на 40% сильнее, чем обычное покрытие.
Новая технология покрытия наноструктуры «наноструктура» используется, а структура покрытия компактна.
Отличная адгезия между покрытием и субстратом обеспечивает стабильность обработки и продлевает срок службы инструмента.
Гладкая поверхность покрытия снижает сопротивление резания и повышает стойкость к износу инструмента.


Применение наших режущих инструментов в часовой отрасли
Наши тренировочные биты специально разработаны для поглощения сильных последствий.
Цифры говорят сами за себя. При тестировании в тех же условиях наши биты пережили такие у других компаний более чем на 30%.
1. Кончик карбида легко взломать
2. Точка просверлена с усиленным вольфрамовым стальным битом
Вы можете использовать специально разработанные инструменты приложений, которые используются обученными специалистами
Технология сообщает вашим производственным специалистам. Вы также можете сообщить нам о своих потребностях, нашей компании, чтобы предоставить вам полный набор решений


Настройка разнообразные спецификации
Согласно различным условиям обработки клиентов, индивидуальные карбидные биты или металлургические стальные биты.
Shank Quare размер в соответствии с требованиями клиента для удовлетворения различных приборов.
Полное освещение, сосредоточиться на дизайне
Согласно различным материалам для обработки, мы можем разработать различные буровые продукты! Это принесет клиентам более высокую эффективность и снижение производственных затрат!


Отличная обработка канавки
Высокий метод обработки точности используется для обработки отделки канавки и железного желоба, что снижает сопротивление сплавного сплава и может быстрее разряжать железный желоб, тем самым уменьшая тепло инструмента и улучшая срок службы бита
Обработка детализации точки тренировки
Превосходная обработка детализации наконечника может увеличить прочность кончика бурового рала, уменьшить край карбида, увеличить срок службы вольфрамового стального бита, повысить эффективность производства завода.

Основные функции и преимущества
Мы предоставляем универсальный сервис;
Мы можем обработать OEM и ODM для клиентов;
Может дать технические консультации
Обеспечить решения для производства инструментов
Беззаботная пожизненная гарантия
Если ваш инструмент с жестким сплавом нуждается в шлифовании, вы также можете найти нас для шлифования, в то же время для наших инструментов будет предоставлять услуги после продажи, возникают проблемы с инструментами или проблемы с производством, мы будем 24 часа обслуживания и решаем!

Мы профессиональный производитель резака на заказ
Процесс производства карбида карбида вольфрама


Шаг 1: Используйте качественное сырье
Шаг 2: шлифование профиля

Шаг 3: Слот и заточить инструмент в соответствии с чертежей

Шаг 4: Повторная нить

Шаг 5: покрытие

Шаг 6: Проверка
У нас есть 80 наборов различных центров шлифовального масштаба, которые могут быстрее соответствовать циклу доставки клиента

Наш производственный мастерс -мастер -мастерскую для производственного оборудования шлифовального шлифовального машины для шлифовальной машины, шлифовальной машины, шлифовальной машины, шлифовальной машины с ЧПУ и резинкой из фрезерования, конечно, существует множество профессиональных дизайнерских и производственных персонала




| Бит диаметр Диапазон D1 (M7) | Коэффициент глубины бурения (1/сут) | Режим охлаждения | Хэнк Форма | Модель упорядочения | Основные измерения (мм) | замечания | ||||
| Хвостовик диаметр | Общий длина | Слот длина | Рекомендуется глубина бурения | покрытие | ||||||
| D2 (H6) | 11 | 12 | 13 | |||||||
| 2 ~ 2,5 | 3 | Внешнее охлаждение | Прямой хвостовик | D113*D2*11*3d | 3 | 58 | 13 | 9 | ||
| 5 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*L1*5d | 3 | 58 | 18 | 14 | |||
| 2,55 ~ 2,95 | 3 | Внешнее охлаждение | Прямой хвостовик | D113*D2*11*3d | 4 | 58 | 13 | 9 | ||
| 5 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*11*5d | 4 | 58 | 18 | 14 | |||
| 3 ~ 3,5 | 3 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*11*3d | 4 | 62 | 20 | 14 | ||
| 5 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*11*5d | 4 | 66 | 28 | 23 | |||
| 3.6 ~ 4 | 3 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*11*3d | 4 | 58 | 20 | 14 | ||
| 5 | Внешнее охлаждение | Прямой хвостовик | D113*D2*11*5d | 4 | 66 | 28 | 23 | |||
| 8 | Внутреннее охлаждение | Прямой хвостовик | D1*13*D2*L1*8d | 4 | 72 | 34 | 29 | |||
| 4 ~ 4.9 | 3 | Внешнее охлаждение | Прямой хвостовик | D113*D2*11*3d | 5 | 66 | 24 | 17 | ||
| 5 | Внешнее охлаждение | Прямой хвостовик | D1*3*D2*11*5d | 5 | 74 | 34 | 26 | |||
| 8 | Внутреннее охлаждение | Прямой хвостовик | D113*D2*11*8D-C | 6 | 95 | 57 | 46 | |||
| 5 ~ 6,0 | 3 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*11*3d | 6 | 66 | 28 | 20 | ||
| 5 | Внешнее охлаждение | Прямой хвостовик | D1*13*D2*11*5d | 6 | 82 | 42 | 32 | |||
| 8 | Внутреннее охлаждение | Прямой хвостовик | D1*13*D2*i1*8d-c | 6 | 95 | 57 | 47 | |||
Применимая таблица обработанных материалов
| число | Обработанные материалы | |||||||||
| Мягкая сталь HB≤ 180 | Углерод и сплав стали | Предварительно закаленная сталь, закаленная сталь | нержавеющая сталь | чугун | Пластичный железо | алюминиевый сплав | нагревать- сопротивление все | |||
| ~ 40HRC | ~ 50 часов | ~ 60HRC | ||||||||
Замечания:
1. Если 3 или 5 раз требует внутреннего охлаждения, пожалуйста, сделайте заметку при заказе, а затем C;
2. Ручка прямой по умолчанию. Если вам нужны другие стандарты рукоятки, пожалуйста, обратитесь к нашим материалам или рисункам для подтверждения; 3. Верхний угол по умолчанию составляет 140 градусов. Если требуются другие углы, отметьте или обратитесь к рисунку;
4. Если параметры заказа несовместимы с нашей компанией, вы можете сообщить нашему персоналу по обслуживанию клиентов, и мы будем с энтузиазмом предоставить вам чертежи для подтверждения;
5. Резак не покрыт по умолчанию. Если требуется покрытие, сообщите о ваших требованиях или обработанных материалах.
Продукты категории
-

Бурные биты для обработки стальных материалов с высоким уровнем
-

Микробит для обработки небольших отверстий
-

Пробурие, используемое для обработки специальной формы H ...
-

Пользовательский лишний длинный карбид внутренний поворот охлаждающей жидкости D ...
-

Уверлики карбида, карбид ступенчатая тренировка для ...
-

Прямая канавка буровая развертка для всех видов C ...